|
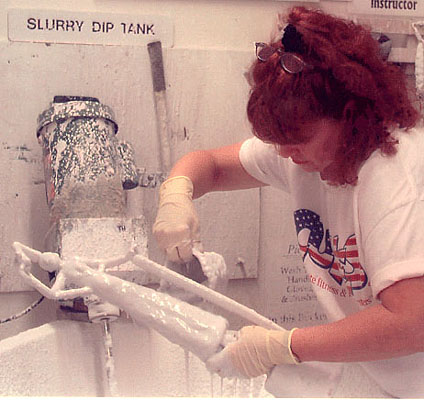
The piece is taken next to the slurry room. In the slurry
room there is a large vat of batter very much like thin
pancake batter that is constantly being stirred. The batter
is called liquid shell or silica flour.
The
piece is entirely dipped in the slurry batter and then dusted
with fine silica sand. The fine sand fills around and in
all the fine detail of a piece.
This
process is repeated many times and each coat is allowed
to dry thoroughly before the next slurry dip and sand layer.
Gradually
larger grit sand is used to build up the slurry mold. It
takes about 14 coats of slurry and sand to build up the
ceramic shell mold to the desired ½ inch thickness.
That makes the mold strong enough for the molten metal to
be poured into it. When the investment is done correctly,
the fine detail of the original sculpture will be captured
and it will be translated to metal.
Once
the last slurry coat is dry the piece is taken out to the
furnace area. The mouth of the cup is opened and most of
the time a masonry drill bit is used to make a hole or two
in the slurry shell. This hole is like a second hole in
a can. It helps the wax to burn out faster.
The
slurry shells are placed in a furnace and heated to a temperature
of 1,600 degrees to melt out the wax.
The
pouring cup is placed face down so the wax will run out
through the cup as it melts.
The
melted wax flows into trays under the furnace and is saved,
cleaned, and reused.
After
the wax is melted the shell is cooled and an air hose is
used to blow out any remaining debris from the wax burnout.
The air holes are then patched.
|